

I put the bottom half together yesterday. My Dad flew up in his Harmon Rocket to help me out. It takes two people to man handle the crank and crankcase onto the engine stand and table.
I started out by weighing the connecting rods. I had two that weighed 1007 grams and two at 1005 grams. Since I had two of each I opposed the two heavies and the two lite weight ones. This means that each side has the same amount of weight on it. I then weighed the pistons, they all weighed 1264 grams. The piston pins were weighed. Two were 402 grams and two were 403. I did the same as the con rods and opposed them. When I go to install the cylinders, I will have to keep track of all of this so I don't mess it up. When it's all done I should only be out of balance by one gram, but since they are opposed from one another it cancels the other side out. Hopefully this will result in a very smooth engine.
Next I got the bench all cleaned off and covered with masking paper. This will help keep thing clean. You don't want any dust getting down into your engine when it's on the bench.
I then got all of the parts cataloged and cleaned up ready for install. The parts come coated with cosmoline and it all has to be wiped down with a solvent to get it off. I set the crank shaft up on the engine stand and then started getting the connecting rods ready. I blew out all of the crackshaft oil galleries with air before I started installing rods. I put a thin film of oil behind the con rod bearings and then seated the bearings down into the rods. Since this is all new parts, there shouldn;t be a need to measure all of these partrs for clearances. If this was an overhauled engine I would be checking the bearings and con rods for proper fit onto the crack journals. Plastigauge works well for this.
After all of the con rods have bearings installed in them, I started mouting them onto the crankshaft. I kept track of the weights and I also installed them so all of the numbers on the rods point down. When I say down I mean the numbers will always be looking at the oil pans. These keeps the rods oriented all the same way. I can't say for sure but I don't think this matters but It's how the overhauled manual says it needs to be done.
I put a lot of the elephant snot on the bearings and journals before I put them together. I installed all of the con rods on the crank before I torqued them all down. They get torqued to 480 in/lbs. I triple checked these bolts as you don't want them coming off. The nuts to the con rod bolts go with the shoulder pointing out. There have been cases where these nuts got put on backwards and there is not enough surface area to spread the torque around and they dug into the top half of the con rod and started to fail.
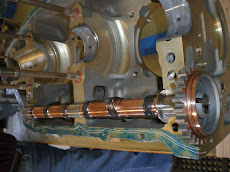
After they are all torqued, I intalled the crank gear on the back of the engine. You can't screw this up because it has a hole drilled in the gear to orient it on the crankshaft. A small film of oil go underneath the gear and I put a very light film on the threads of the crankgear bolt. I out the retainer plate down and torque the bolt down to 204 in/lbs. I mark the flat side of the bolt head to the back side of the retainer plate. I then take all apart and slightly bend up the retainer plate so that it easier to get at when you go to bend the tab up for final install. Put the retainer plate back down into the slot and install the bolt, torque to 204 in/lbs. Bend the tab up with a screwdriver and tap the tab up against side of the bolt head. This locks this into place. Be careful not to scratch the crank gear when you are trying to bend this tab up. Take your time.
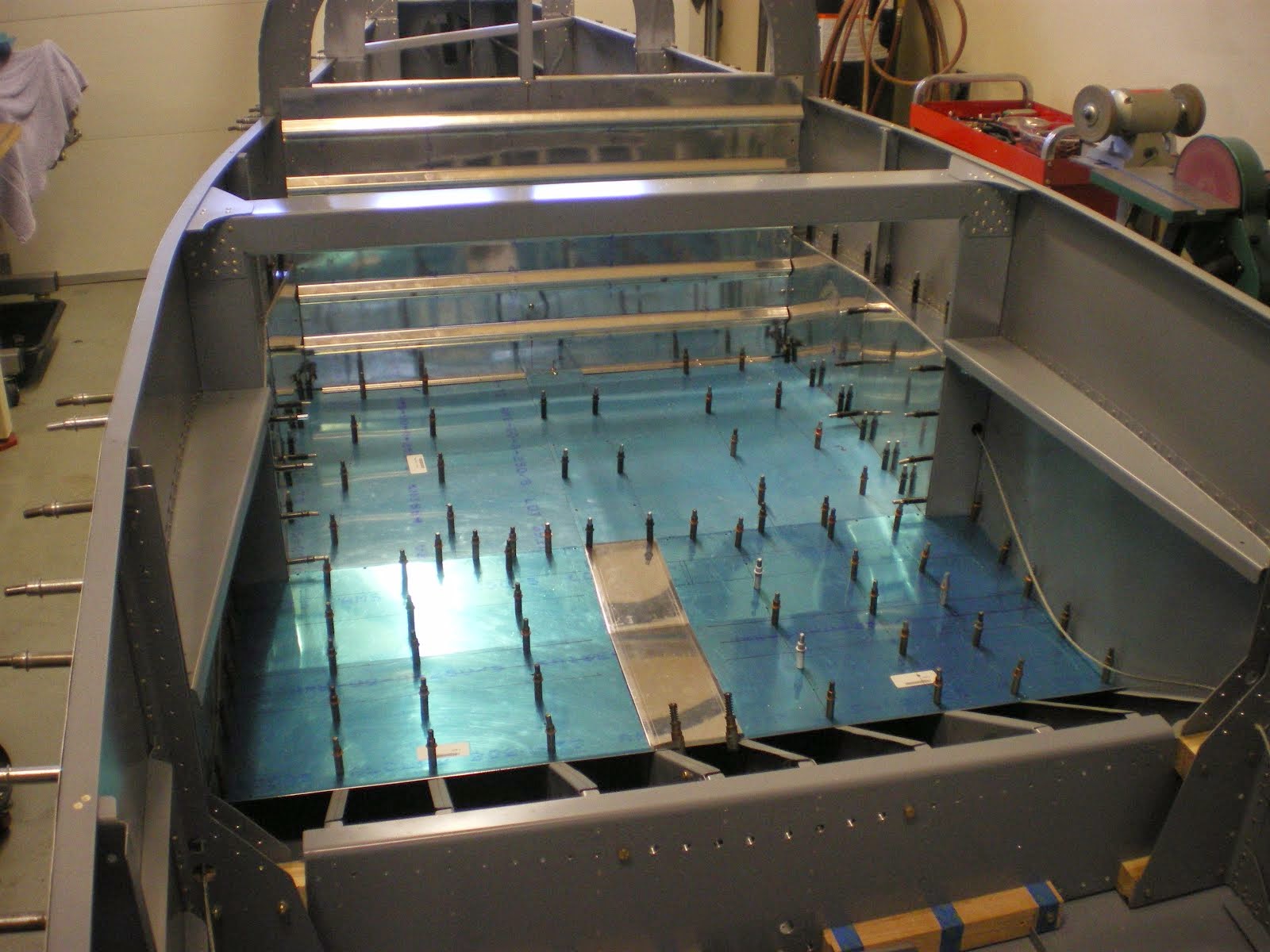
Next is to lay the case halves up on the bench. Lay the left half down and block it up with three 2X4's on each end. This gives up clearance for the con rods when you lower it down into place for assembly. I started putting all of the bearings into place. I slightly oiled behind each bearing and then installed. Lightly tapping into place with a small RUBBER hammer. Don't use a metal hammer to tap these into place. It will mar the bearing surface and put scratches into your crank journals. Installed the full of front main bearings into the right half of the case. There is two little studs that place the bearing. Once it's down into place, take a very sharp pencil or sharpie and mark the case half line onto the bearing. Take it out and lube it all up and install it on the CRANKSHAFT, get the orientation of this right. When you lower the assembly into the case the holes for the studs will go down. THis gives you a reference line to use when you are dropping the crank down into the case so it will lay down onto those studs. All of the studs keep the bearing from spinning with the crank.
Once I installed all of the bearings, I installed the tappets. I lubed them up with snot and also the hole they go into. Don't forget to lube the inside of the tappet as well. Be careful there, you want a film not a blob. You plungers will go in there and you don't want to get oil in them yet until you have done your valve clearances. Put the tappets in the other case half as well. Get your moly-lube and put on the face of the tappets. Do they same for the lobes of the camshaft as well. Don't put this stuff on the camshaft journals this will sit in the case. The snot is for the journals. Put the camshaft in the right side and take some .025 safety wire and loop it around the camshaft and then out the piston holes and wire it to one of the cylinder hold down studs. This will secure the camshaft and tappets into place while you are lowering down the case half onto the case half laying on the bench.
My engine had the thrust bearing option. This is great but it turned out to be a real PITA to install. We use snot to keep it held up against the front of the crankcase behind the main bearing. This didn't work out well when we were lowering the upper case half down onto the lower. If you use this option, get some very sticky axle gear. Not sythetic either. IT NEEDS TO BE REAL AXLE GREASE. This will hold it in place. You can only put these on one way and the tab on the end has a slot for on the case for it to go.
Next is to install the silk thread and hylomar on the faces of the case halves. Spread a thin film of hylomar onto the left case half. It only goes on the outter faces, not down where the oil pan is and does not go on any internal faces. Put a VERY THN FILM on the other half as well. Next is to install TWO lines of silk thread. Keep the thread on the INSIDE of the bolts holes. I have seen some that got around the outside and if the oil gets by on thread it will just come out the bolt hole-not good and usually is very messy. There are several areas that there is not much room for the thread to lay on the inside of the bolt so pay attention here. Extend the thread to run out the ends of the case faces in the back/bottom and into the front of the case where the front seal goes. You will trim the excess off the back. Leave only about 1/8" of extra string hanging out in the front main seal area.
After the string is done, install all of the thru bolt orings that go around the thru bolts and recess groves around them in the case halves. THere are three kinds. One for the middle four bolts, one for the back two bolts, and one set for the front 3/8" bolts on the front main bearing. This is the time to also install the front two 3/8" bolts with washer. Lift the case up and out them on the so the threads stick up into the air. Lube all o-rings before installing them onto the thru bolts so they slide down easier. Once the front bolts are in place and all o-rings are in place. Triple check your parts. All bearings installed, silk thread and hylomar, o-rings, camshaft, tappets, thrust washer, cooling nozzles... Basically all of the parts that you can't install with the case halves together. Your ready to take the crank off the stand and lower it down into the left case half.
Subscribe to:
Post Comments (Atom)





































































































































































































































































.JPG)






















































No comments:
Post a Comment